[공구 노트] 밀링가공 방법 및 엔드밀의 특징과 형상

안녕하세요. YoungH입니다.
오늘은 절삭 가공 중 밀링가공 방법 및 엔드밀의 특징과 형상에 대해 알아보겠습니다.
밀링가공이란?

밀링가공은 가공물을 고정(클램핑)하여 공구, 즉 툴을 회전시켜 가공하는 방법이다. 선삭 가공이 환봉과 같은 둥근 소재를 주로 가공하는 반면, 밀링 가공은 사각형 소재의 절삭가공을 주로 한다. 소재 및 재료가 견고하게 고정된 선반에 커터를 이송시켜 절삭한다. 평면 또는 곡면으로 가공 가능하다.
피삭재를 고정시켜 회전하는 절삭 날로 표면을 깎고 형상을 만드는 것이다. 정면 절삭에 사용되는 밀링 커터를 페이스 밀링커터, 사이드 커팅에 사용되는 밀링 커터를 사이드 밀링 커터로 분류하기도 한다.

밀링 가공은 타입별로 다양한 형상의 커터가 있다.
밀링 가공이란 복수의 절삭 날이 있는 커터가 회전하며 모든 방향으로 움직이면서 피삭재(워크)를 가공하는 방법이다.. 절삭 날 하나하나가 각각 칩을 배출하므로 가공 능률이 높은 가공이라고 할 수 있다. 워크면 위를 곧게 깎아내는 정면 깎기(페이스 밀링)가 가장 일반적이다. 이에 반해 사이드 커터에 의한 측면(측면과 정면) 밀링은 커터의 회전축이 워크에 평행, 커터의 이송 방향은 이 회전축에 대해 수직인 위치 관계이다. 엔드밀은 정면 깎기와 동일하지만 종종 축 방향의 부하가 커진다. 엔드밀에 따라 타공 가공(솔리드 엔드밀 센터컷 타입)이 가능하다. 밀링 가공에서 가장 일반적인 것은 정면 가공이지만 NC 공작기를 이용한 모방 밀링 가공이 증가하고 있다.
절삭 조건
■ 절삭 속도

절삭 속도는 터닝(선삭)이나 드릴링(타공)의 경우와 마찬가지로 주축 속도와 커터 직경과 π(3.14)를 곱한 것을 1000으로 나누어 얻을 수 있다.
■ 절삭
절삭은 공구 축 방향의 절삭량
■ 절삭 폭
절삭 폭은 정면 밀링 가공 시 커터의 사이즈와 워크의 위치 관계가 중요하다. 공구를 선정할 때는 워크의 가공 폭과 커터 직경(D)이 중요하다. 이상적으로는 커터 직경이 워크폭보다 30% 정도 큰 것으로 하고 또한 기계 동력과 강성에 대해서도 검토한다.
다음으로 중요한 것은 커터에 몇 장의 팁(Zn)이 부속되는가 하는 점이다. 각각의 절삭 날이 충분히 절삭에 기여하지 않는 경우 소음 진동이 발생하고, 또한 많은 절삭 날이 절삭하고 있는 듯한 경우는 기계 동력이 증가한다.
■ 1절삭 날당 이송
가장 일반적인 이송 범위는 0.1mm부터 0.4mm/날이다. 피삭재 경도(워크 경도)가 높고, 면 조도 요구가 높은 경우 이송을 내려 주어야 한다. 소음 진동 경향이 있고 공구 마모가 큰 경우는 이송을 올려야 한다. 밀링 커터의 날수(Zn)는 각각의 가공에 맞추어야 한다.
엔드밀의 특징과 형상

엔드밀은 네모난 금속을 가공하는 절삭 공구이다.
엔드밀의 종류
하이스 엔드밀
일반적으로 폭넓게 사용되고 있다. 초경 엔드밀에 비해 저렴하므로, 일반 피삭재의 소량 다품종절삭에서 코스트 퍼포먼스가 우수하여 수요가 높다.
초경 엔드밀
하이스에 비하면 구입 가격은 높지만, 절삭 속도는 하이스의 10배 이상이기 때문에 생산 효율이 높아져, 전체적인 생산 비용 절감을 꾀할 수 있다. 고정밀도 절삭과 난삭재에 적합하다.

엔드 밀 각 부의 명칭은 상기와 같다.
밑날의 종류와 형상

▶센터 홀이 있는 스퀘어 엔드 : 범용적으로 홈 가공, 측면 가공, 숄더 절삭 가공 등에 이용된다. 세로 절삭은 할 수 없지만 연삭이 양 센터 지지이므로 재연삭 정밀도가 좋다.
▶센터 컷 스퀘어 엔드 : 범용적으로 홈 가공, 측면 가공, 숄더 절삭 가공 등에 이용된다. 세로 절삭이 가능한데, 날 수가 적을수록 세로 절삭성은 좋아진다.
▶볼 엔드 : 곡면 가공에 필수적인 제품이다. 선단부는 칩 포켓이 작기 때문에, 칩 배출이 좋지 않다.
▶래디우스 엔드 : 필릿부의 R 가공이나 피드 가공에 이용된다. 피드 가공인 경우 R은 작아도 직경이 큰 엔드밀을 사용할 수 있기 때문에 능률적으로 가공할 수 있다.
밑날의 형상에 따라, 스퀘어 엔드밀, 센터 컷 스퀘어 엔드밀, 볼 엔드밀, 래디우스 엔드밀로 불려진다.
칼날의 종류와 형상
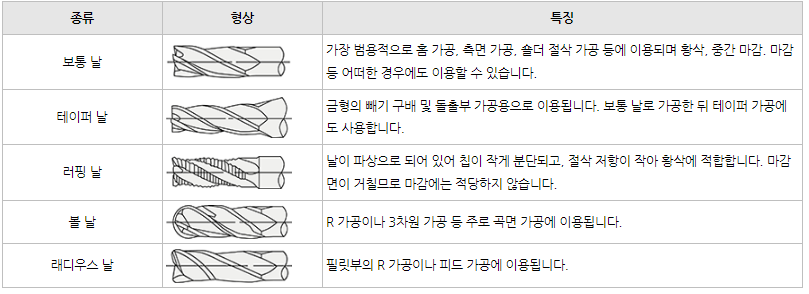
▶보통날 : 가장 범용적으로 홈 가공, 측면 가공, 숄더 절삭 가공 등에 이용되며 황삭, 중간 마감. 마감 등 어떠한 경우에도 이용할 수 있다.
▶테이퍼 날 : 금형의 빼기 구배 및 돌출부 가공용으로 이용된다. 보통 날로 가공한 뒤 테이퍼 가공에도 사용한다.
▶러핑 날 : 날이 파상으로 되어 있어 칩이 작게 분단되고, 절삭 저항이 작아 황삭에 적합하다. 마감면이 거칠므로 마감에는 적당하지 않다.
▶볼 날 : R 가공이나 3차원 가공 등 주로 곡면 가공에 이용된다.
▶래디우스 날 : 필릿부의 R 가공이나 피드 가공에 이용된다.
샹크(생크)의 종류와 형상
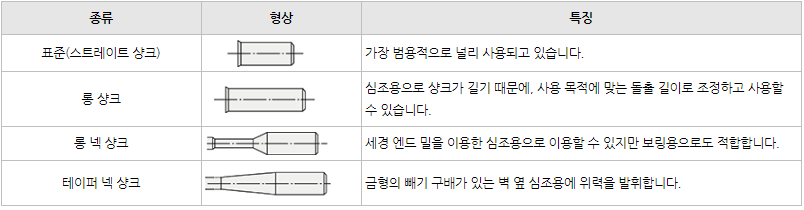
▶표준(스트레이트 샹크) : 가장 범용적으로 널리 사용되는 샹크
▶롱 샹크 : 심조용으로 샹크가 길기 때문에, 사용 목적에 맞는 돌출 길이로 조정하고 사용 가능하다.
▶롱 넥 샹크 : 세경 엔드밀을 이용한 심조용으로 이용할 수 있고 보링용으로도 적합하다.
▶테이퍼 넥 샹크 : 금형의 빼기 구배가 있는 벽 옆 심조용에 적합하다.
'공구노트' 카테고리의 다른 글
| [공구 노트] 스텝 드릴, 홀 커터의 종류와 특징 (0) | 2023.05.11 |
|---|---|
| [공구 노트] 타공가공(드릴링 가공)의 방법과 종류, 시닝의 정의, 카운터 보어의 용도 (0) | 2023.05.10 |
| [공구 노트]선삭가공(터닝가공) 방법, 절삭 인서트팁 규격 및 형변 선택 방법 (0) | 2023.05.08 |
| [공구 노트] 절삭 가공 - 절삭 공구 재종 선택 방법, 공구 재질의 특성 (0) | 2023.05.05 |
| [공구 노트] 절삭가공(선삭가공, 밀링가공, 타공가공)의 종류와 특징 주요 강재의 경도와 대응 공구 (0) | 2023.05.04 |