[공구 노트] 타공가공(드릴링 가공)의 방법과 종류, 카운터 보어의 용도

안녕하세요. YoungH입니다.
오늘은 절삭 가공 중 타공가공(드릴링 가공) 방법과 종류, 카운터 보어의 용도에 대해 알아보겠습니다.
타공가공(드릴링 가공)이란?
타공가공(드릴링가공)은 피삭제를 고정시켜 회전하는 드릴로 홀을 뚫거나 홀을 가공하는 것으로 드릴이나 리머, 탭과 같은 공구를 회전시켜 소재에 구멍을 뚫거나 나사를 내는 가공이다. 테이블의 역할을 하는 드릴링 머신, 구멍을 뚫기 위한 드릴, 홀을 뚫은 후에 구멍의 정밀도를 높이거나 표면을 다듬는 리머라고 하는 공구가 사용된다.
타공 가공은 절삭 공구로 원통 홀을 뚫는 방법으로, 얕은 홀 가공 및 깊은 홀 가공 등이 있다. 다른 후가공으로 브로치 가공, 리머 가공, 카운터 보링 가공 등이 있고 또한 스카이빙이나 롤러 버니싱과 같은 마감 가공이 있다. 타공 가공에서는 통상 드릴이 회전하며 직선 이송 운동을 한다.
타공 가공 절삭 조건
타공(드릴링) 가공의 절삭 조건은 선삭 가공(터닝)과 밀링(밀링 가공)과 동일하다.
■ 절삭 속도
▶주축 속도 (n) : 드릴의 회전 속도 (스핀들 회전 수) (rpm)
▶절삭 속도 (Vc) : 절삭 날의 표면 절삭 속도(m/분)
드릴의 절삭 속도는 절삭 날의 위치(직경)에 따라 다르므로, 절삭 속도의 권장값으로는 외주 날의 절삭 속도와 중심 날의 절삭 속도가 있다.
▶이송 속도 (Vf) : Vf = fn × n (mm / 분), 1분간당 이송(Vf)은 드릴이 워크 안으로 들어가 홀을 뚫어 가는 속도이다.
fn : 1 회전 당 이송 (fn), 절삭 속도와 1회전당 이송의 조합에 따라 공구 수명과 스크랩 처리 성능이 바뀐다.
■ 절삭 속도 계산 방법
절삭 속도 (회전 수)는 분당 20m.
(1) 1초간 1 회전하면 31.4mm 진행한다.
φ10mm × 3.14 × 1 회전 = 31.4mm / 초
분속으로 하면 31.4 × 60 = 1884mm / min
미터로 환산 : 1884 ÷ 1000 = 1.884m / 분
(2) 1 초당 10 회전하면
φ10mm × 3.14 × 10 회 = 314mm / 초
분속으로 하면 314 × 60 = 18840mm / min
미터로 환산 : 18840 ÷ 1000 = 18.84m / 분
1분간 600회전으로 진행하면 0.1×600=60mm/분
시닝이란?
시닝(Web thinning)이란 구멍을 뚫을 때 절삭 저항의 추력(스러스트)을 작게 하기 위해서 하기 그림과 같이 치즐 에지를 원호상으로 갈아내는 것이다. 치즐 부분의 웹 두께만 약간 떨어뜨리고 음의 경사각으로 절삭 날을 형성한다. 시닝 처리하면 주로 절삭력이 향상되고 절삭 저항을 경감할 수 있으므로, 타공 효율이 올라간다.
■ 형상에 따른 시닝 분류
용도에 따라 시닝도 형상이 다르다.
드릴 가공의 종류
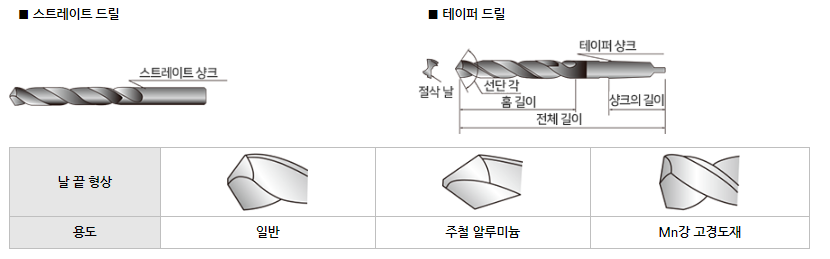
드릴 가공에도 여러 종류가 있으며 각 가공마다 사용하는 드릴이 다르다.
깊은 홀 가공에는 롱 타입의 롱 드릴이 사용되며 양산, 고속 가공에는 초경 코팅드릴, 스트레인리스 등의 난삭재에는 코발트 드릴 및 코팅드릴이 사용되며 직경 13mm 이상의 대경 가공에는 머신에 장착하여 사용되는 테이퍼 드릴이 사용된다.
또한, 용도에 따라 날 끝 형상도 다름을 확인하여야 한다.
유량과 유압
타공 가공에서는 절삭 유량과 그 유압이 중요하다. 타공에서는 스크랩이 계속해서 생성되므로 스크랩이 신속하게 배출되어야 한다. 드릴이 워크의 깊은 곳을 타공하고 있는 경우에도, 그 드릴 선단 표면에 절삭유가 고르게 퍼져, 매끄러운 스크랩의 생성을 돕고 스크랩이 드릴 본체의 채널을 거쳐 배출되도록 해야 한다. 절삭 유량은 절삭 날의 출구 부분에서 측정한다.
카운터 보어란?

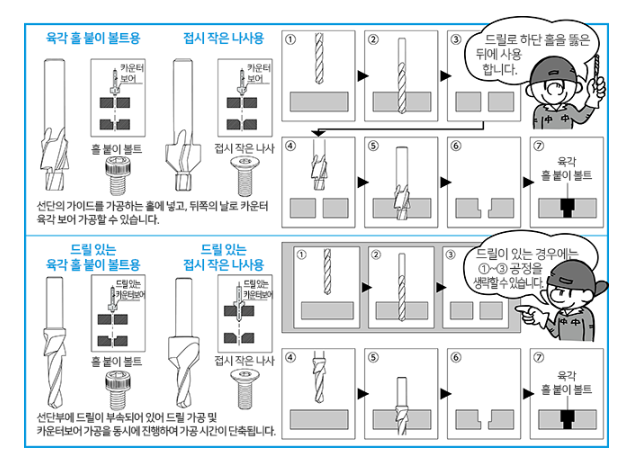
카운터 보어란 볼트용 카운터 보어 홀을 가공하는 공구이다. 직경이 다른 2개의 홀이 단차를 구성하며 육각렌치볼트를 체결하기 위한 홀로써 볼트 머리가 표면에 노출되지 않게 할 수 있다. 먼저 하단 홀을 뚫어 두고 카운터보어를 사용해 카운터보링을 하고, 볼트 머리를 묻어 평평하게 한다.
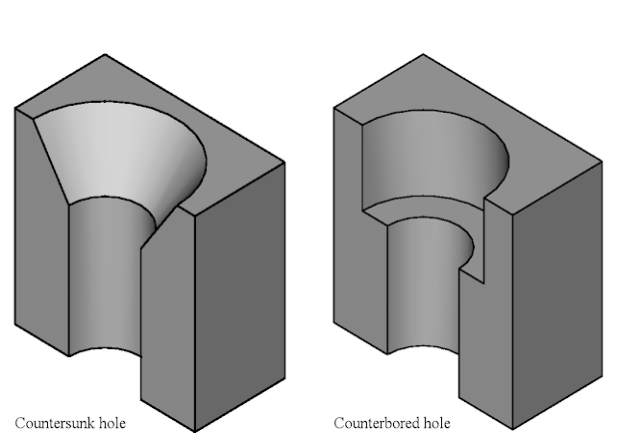
자동화기계와 같은 조립품이 많은 요소물의 체결 홀은 카운터 싱크에 비해 카운터 보어의 사용 빈도수가 절대적으로 많다. 왜냐하면 카운터 싱크 홀을 사용하여 접시 머리 볼트를 사용할 때 진동이나 움직임이 많은 요소에 풀림이 발생할 수 있기 때문이다. 카운터 보어 역시 풀림에 100% 완벽하다 할 수 없지만 상대적으로 풀림이 덜 하고 체결력이 우수하다는 특징을 가지고 있다. 풀림 방지를 위해서는 록타이트와 같은 별도의 방지 대책을 고려해야 할 수도 있다.
'공구노트' 카테고리의 다른 글
| [공구 노트] 절삭 가공 계산식 및 자주 사용하는 용어 정리 (1) | 2023.05.12 |
|---|---|
| [공구 노트] 스텝 드릴, 홀 커터의 종류와 특징 (0) | 2023.05.11 |
| [공구 노트] 밀링가공 방법 및 엔드밀의 특징과 형상 (0) | 2023.05.09 |
| [공구 노트]선삭가공(터닝가공) 방법, 절삭 인서트팁 규격 및 형변 선택 방법 (0) | 2023.05.08 |
| [공구 노트] 절삭 가공 - 절삭 공구 재종 선택 방법, 공구 재질의 특성 (0) | 2023.05.05 |